铣削(Milling)
铣削是指用能旋转的圆形多刃刀具切削金属工件,是平面加工的主要方法之一。往往是道具旋转(做主运动),工件固定(工件可随工作台的运动实现进给运动)。铣削平面的机床有卧式或立式升降台铣床,适于单件小批量生产。
铣削分端铣和周铣。端铣法是用铣刀端面上的切削刃铣削工件。周铣法是用铣刀圆周表面上的切削刃铣削工件。
铣削的特征
一、铣刀各刀齿周期性地参与间断切削
二、每个刀齿在切削过程中的切削厚度是变化的。
顺铣,工件的进给运动方向跟铣刀的旋转方向相同.
逆铣,工件的进给运动方向跟铣刀的旋转方向相反.
实际生产中多用逆铣,因为顺铣情况下铣刀的切削力会使工件向前窜动,窜动是由于工作台的进给丝杠螺纹间有间隙,且间隙在运动的前方,顺铣时受前向突然增大的切削力,使工作台和工件向前跳动.
但是实际上,顺铣比逆铣能减少刀具磨损,提高表面光洁度. 如果能消除丝杠间隙的话, 还是顺铣较好. 只是目前没有有效消除间隙的方法.所以实际生产还是用逆铣.
若铣刀切削速度的方向与工件进给方向相反称为逆铣,反之称为顺铣。
逆铣和顺铣各有优缺点,应根据具体情况选用。
1,顺铣时刀具寿命长。
2,顺铣时表面质量好。
3,顺铣时夹紧力比逆铣小。
4,顺铣时容易造成工件窜动。
从上述比较可见,顺铣比逆铣更优越。因此,当铣床工作台具有丝杠河螺母间隙的调整装置、工件表面无硬皮时,应采用顺铣。但是目前一般铣床还没有消除工作台和螺母间隙的装置,所以,在生产中仍多采用逆铣。www.tykdgs.com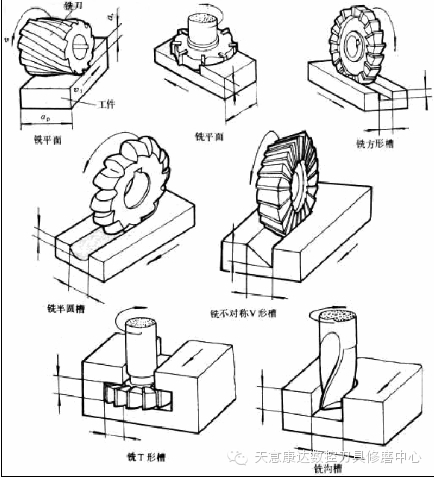
| 

 关注官方微信
关注官方微信  手机扫描访问
手机扫描访问 


 窥视卡
窥视卡 雷达卡
雷达卡 发表于 2017-9-14 21:52:17
发表于 2017-9-14 21:52:17

 提升卡
提升卡 置顶卡
置顶卡 沉默卡
沉默卡 喧嚣卡
喧嚣卡 变色卡
变色卡 千斤顶
千斤顶 照妖镜
照妖镜
 桂公网安备 45010302001802号
桂公网安备 45010302001802号